

服务支持
技术开发者提供在线培训,从开箱到设计,助力您成为复合材料的应用专家

服务支持
技术开发者提供在线培训,从开箱到设计,助力您成为复合材料的应用专家
在开始打印之前,我们的Composer A4打印机需要执行几个组装步骤。
打开打印机的包装,将其放在可靠的平坦表面上,防止强烈振动。如果需要,调整打印机支脚以补偿表面的任何不平整。
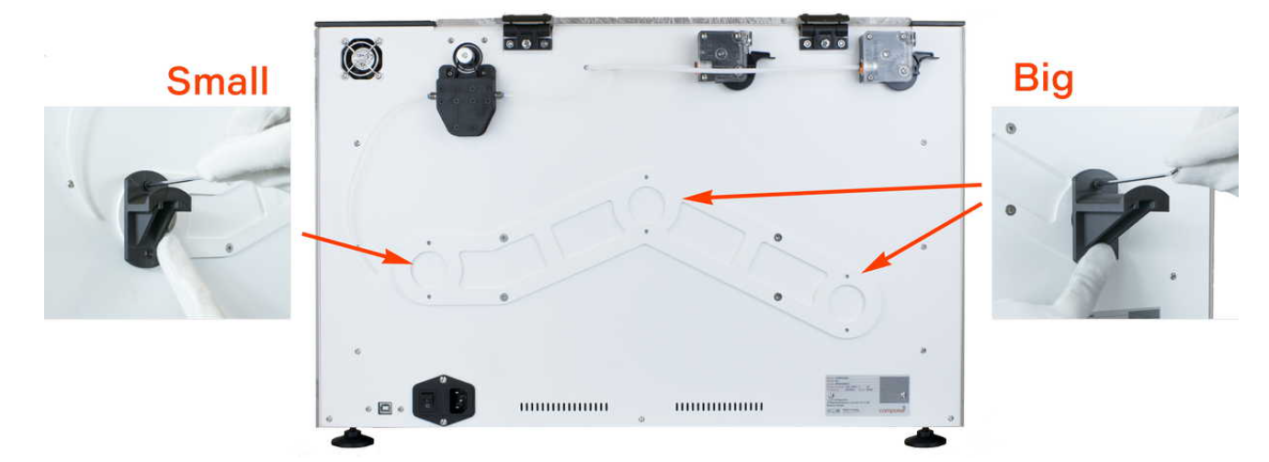
使用供应套件中的六角扳手,将线圈支架连接到打印机的后支架上

将刮水台零件安装在右侧的刮水台支架上。尺寸和颜色可能因型号而异。
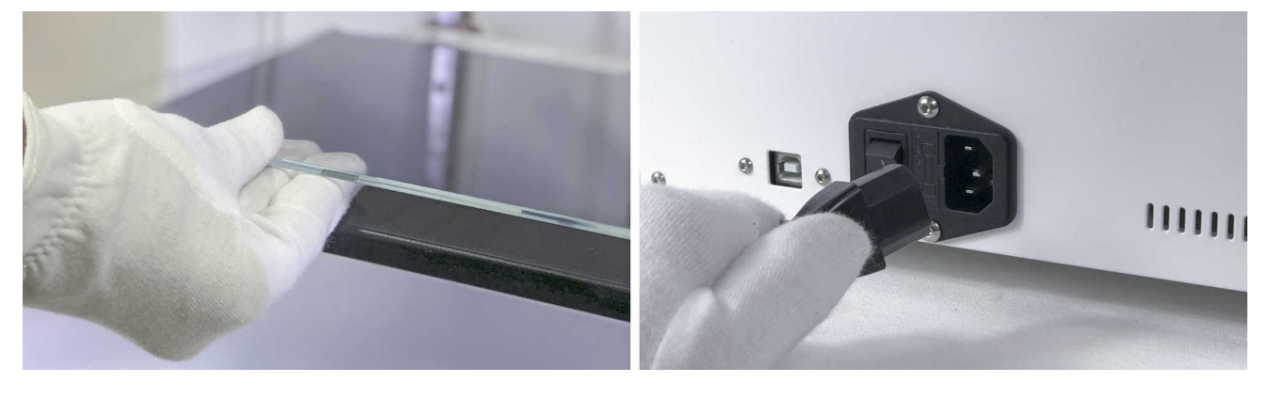
打开印刷玻璃的包装,在顶部表面均匀地涂上一层粘性清漆,将其放在建筑板上,并用夹子固定。
插入电源线。
通过“维护”>“校准”>“构建板”中的自动程序校准构建板。通过维护>校准>Z轴中的自动程序校准Z轴。
从干燥的袋子中取出3个线圈(2x塑料和纤维),将它们放在支架上并装载材料。
测试部件“Wall bracket”向您介绍Composer A4的功能,也可作为组合质量测试。您可以在Composer SD上找到预加载的此测试的gcode,也可以从Anisorint支持门户/打印测试页面下载。选择为特定细丝切割的代码。
使用推荐的塑料丝粘合剂,例如Magigoo Original用于透明PETG,或Magigoo PA用于光滑™PA。
打印开始后,塑料和复合材料挤出机都开始加热。当复合材料挤出机达到挤出温度时,复合材料喷嘴将在构建板前面打印一条短的吹扫线(复合材料螺纹)。它必须粘在表面上,看起来光滑均匀。在吹扫线打印结束时,您将听到纤维切割器发出的特有声音。
打印完吹扫线后,机器将从第一个塑料层开始。检查零件上的塑料周长是否在任何地方都相同。第一层必须很好地粘在建筑板上。同时,擦拭塔将在构建板的左侧启动。
经过几层塑料后,机器将进行第一次纤维周长和纤维蜂窝填充。由于工艺特点,它可能看起来有点摇晃,但上篮视觉质量稍后会正常化。如果纤维偏离轨迹或没有粘合到前一层,请检查Z偏移校准。
在接下来的塑料复合材料循环中,纤维周围将被塑料包围。确保塑料和纤维周长不交叉,并且纤维周长的铺设没有位移。
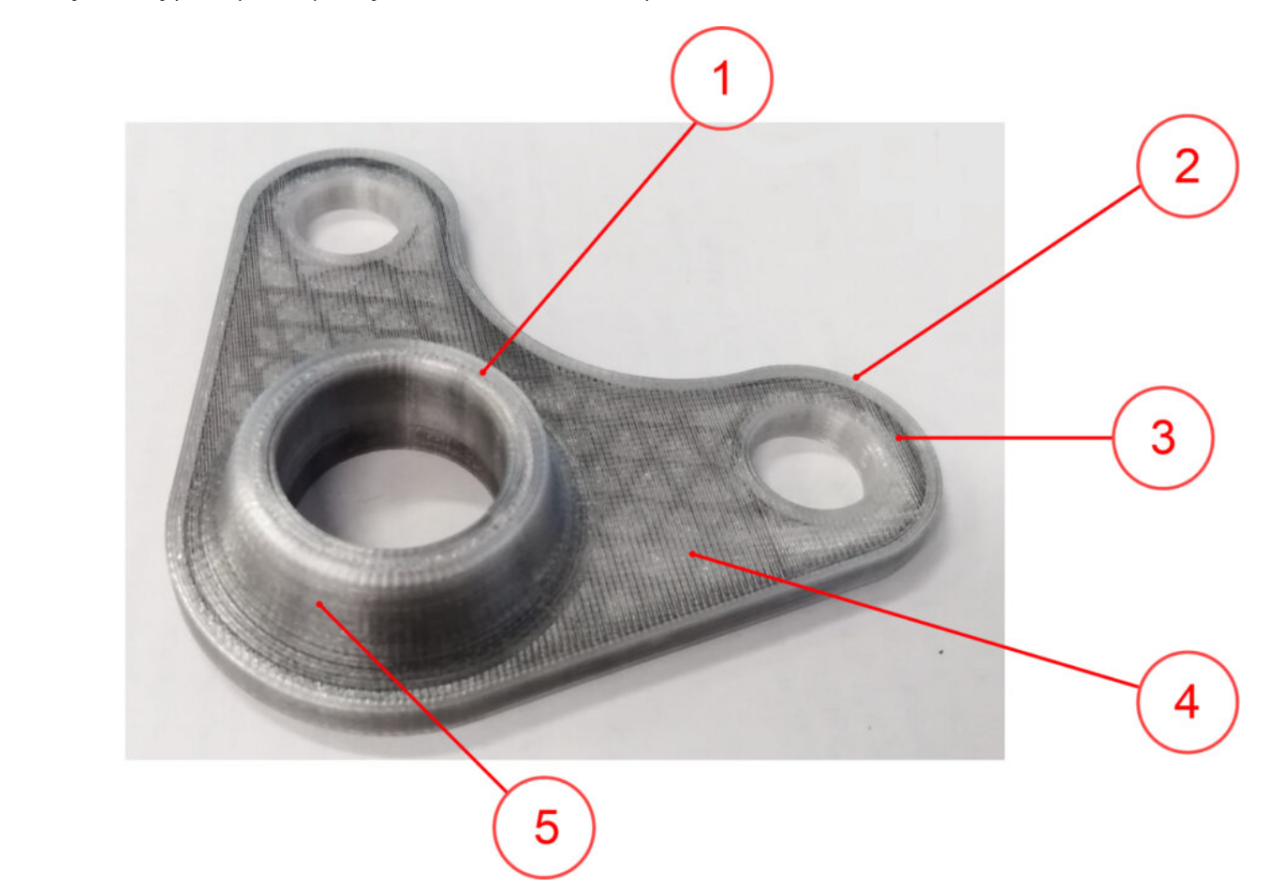
检查印刷部分,特别注意侧壁质量。目视检查表面光滑度。典型的打印质量与下面的照片相似:1–塑料顶部实心填充物(覆盖物),2–外部塑料周长,3–纤维周长,4–蜂窝纤维填充物,5–塑料外壳
Composer A4使用三个卷轴:其中两个是常见的3D打印细丝塑料,第三个是Anisorint Fiber。
要装载或卸载材料,您需要按“维护”>“材料”,然后选择要使用的材料线轴。选择加载或卸载,按照自动过程说明进行操作。
对于每种材料,在操作前必须对挤出机进行加热。您可以预热挤出机以加快生产过程。
加载/卸载程序分为三个步骤:在第一步中,进料器捕获灯丝,然后通过菜单进行确认。第二步,步进电机高速运转,将物料推送到挤出机。在第三步中,以较低的速度将细丝轻轻地转移到hotend,您需要确认材料从喷嘴中出来。
对于复合纤维,有第四步——您需要使用镊子将切割的纤维从喷嘴中取出。
对于复合纤维,有第四步——您需要使用镊子将切割的纤维从喷嘴中取出。
在某些情况下,您可能只想将材料移入/移出挤出机。在这种情况下,请使用此处所述的“移动”选项。
另一个技巧是手动卸载塑料丝。当挤出机加热到足以释放内部的细丝时,只需松开喂料器的夹具并将细丝拉出。
在主屏幕上,按下要加热的挤出机,并使用箭头设置所需温度,如下所示。按“设置”按钮启动加热过程。
挤出机和打印头的其他部件可能非常热!
通常,您选择的值是加载塑料的工作温度。
“自动”按钮允许您选择用于此挤出机的最后温度。按Set(设置)开始加热。
“冷却”按钮可设置该挤出机的室温。
打印头和挤出机操作
您可以将Composer的打印头移动到构建区域中的任何点。要执行此操作,请在主屏幕上按“维护”>“移动”。选择移动距离,然后按轴箭头进行移动。
要前后移动细丝,请按“维护”>“移动”>“挤出机”,选择移动距离并使用挤出机箭头进行移动。E代表塑料挤出机中的塑料丝,U和V分别代表复合纤维和复合塑料。
您也可以通过按下剪刀图标来切割纤维。
校准
构建板校准
每次更换喷嘴时,或在影响打印头和构建板的相对位置的任何其他变化后,例如摇晃或移动打印机时,您可能需要执行校准程序。当打印占据整个构建板区域的大零件时,您可以注意到零件一端的层厚度不同,这也意味着构建板需要重新校准。
强烈建议在校准前预热塑料喷嘴,如本文所述。
要开始校准,请在主屏幕上按Maintenance。选择“校准”>“构建板”。按照说明操作。首先,您将被要求将塑料喷嘴设置在距离建筑板约1毫米的位置。通过校准菜单设置3个点中的第一个,通过调整调节螺钉手动调整左角和右角。其次,重复该程序进行微调,这一次使用一张办公纸设置喷嘴和建筑板之间的最小间隙。纸张在缝隙中滑动时必须有轻微的摩擦力。设置的间隙过低将导致打印失败和打印机故障。
建议在构建板校准后立即校准Z轴。
构建板和塑料喷嘴尖端之间的距离是影响打印质量的一个非常重要的参数。如果塑料层似乎太薄或太厚,喷嘴尖端刮伤了建筑板或之前的层,或者由于塑料层铺设不当导致模型的垂直墙质量不足,请尝试此程序。
按“维护”>“校准”>“Z轴”,然后按照说明进行操作。您将被要求使用一张薄纸片来微调喷嘴尖端和构建板之间的间隙。
打印任何代码以验证校准结果,注意边缘和第一层叠层。
该程序对于获得具有连续纤维的高质量打印至关重要。基本过程在打印机菜单中自动执行。转到打印机“维护”菜单,然后点击“校准-打印头”。
选择Comp。Z偏移按钮,然后按照屏幕上的说明进行操作。重要的是要理解,复合Z偏移值是相对于Z轴位置测量的——它只是Z上塑料喷嘴和复合喷嘴尖端之间的距离。这意味着必须在Z轴校准后进行此校准。
完整的校准序列也显示在我们的教育视频中。但是,您如何确定您首先需要此校准?这很简单:在每次复合打印开始时,您都会看到一条校准光纤线打印在构建板的前缘。
玄武岩纤维测试线
如果你看到这条线在玻璃上方太高,而且没有粘住,这意味着复合喷嘴太高了,所以偏移量需要调整。如果线太宽,或者喷嘴刮伤了玻璃,导致光纤无法排出,则说明喷嘴太低。校准完成后,您可能需要在“设置”中使用偏移值检查自己。z偏移的典型值将在1.6-2.3 mm范围内。
“设置”菜单中的Z偏移
X和Y偏移是Composer打印头处塑料尖端和复合喷嘴之间的物理距离
更换复合喷嘴或/和塑料喷嘴后,您需要进行一次XY偏移校准。为了校准XY偏移,请从Composer打印机附带的外部存储设备中打印特殊服务代码NozzleOffsetTest.gcode。您也可以从下载 support.anisoprint.com
如果XY偏移校准良好,则复合纤维位于中心单元的中间
如果复合纤维偏离中心单元的中间位置,如参考方案所示,则需要更改XY偏移值(即校准)
为了校准XY偏移,对于每个轴,找到复合纤维正好位于中间的单元。每个轴的XY调整值都写入相应单元格附近。对于给定的示例,X偏移为+0.3,Y偏移为-0.4,这意味着您需要将+0.3添加到原始X偏移,将-0.4添加到原始Y偏移。
要更改这些值,请转到“维护”>“设置”。
新的偏移量将是
对于X偏移,17.80+0.30=18.10,
Y偏移为-2.30–0.40=-2.70。
调整偏移后,重新进行偏移测试,并确保复合纤维在X和Y中心单元的中间位置。
您可能需要用化学方法或机械方法清洁喷嘴的内表面,为此,您需要拆下喷嘴并重新安装。以下是步骤。
使用工具箱中的2mm六角扳手,松开风扇支架的侧螺钉。小心地拆下风扇支架,它应该挂在电线上。
1.将塑料挤出机加热至印刷温度(对于Smooth PA为270°C)。
2.用7mm套筒扳手从塑料挤出机上拧下塑料喷嘴,不要用力过大,以免损坏喷嘴。
3.清洁喷嘴或使用新的喷嘴。
4.喷嘴安装有一个特殊的铜垫圈,以避免塑料从挤出机中泄漏。确保将其从旧喷嘴上拆下,并安装在新喷嘴的螺纹端上。
注意:所有挤出机部件都可能是热的!
例如,如果发生挤压不足,您可能需要清洁塑料喷嘴。按照以下步骤清洁塑料喷嘴:
将塑料挤出机加热至印刷温度(对于Smooth PA为270°C)。
1.用工具箱中的清洁针清洁喷嘴。要清洁喷嘴的接触面,请使用工具包中的黄铜刷。
为了完成清洁,向挤出机中加入约50mm的塑料。
为了防止纤维堵塞,建议在每次打印前对挤出机进行清洁。这将确保在没有纤维堵塞的情况下成功打印零件.
注意:所有挤出机零件都可能是热的!
将复合材料挤出机加热至复合塑料印刷温度(或稍高)。在主屏幕上按下复合挤压机温度按钮并设置所需温度。
使用清洁工具套件中的黄铜刷清洁复合喷嘴的接触面。
将一组清洁工具中的带倒钩的针头插入复合喷嘴中。旋转针头,将其推过挤出机,直到针头的末端进入挤出机的入口孔。小心别把针弄断了。把针往下拉,用镊子清洁,这样倒钩就干净了。用镊子从挤出机的入口取出材料。重复第3点4.直到针头清洁并且剩余的材料停止从挤出机的入口推出。
从主屏幕转到“维护”>“移动”>“挤出机”,将“步骤”更改为10 mm,并进给50 mm的复合塑料丝(按V+按钮5次)。您应该看到干净的塑料从喷嘴和入口排出。
为了延长Composer CFC打印机的使用寿命,必须定期维修产品的机械部件。这个服务包括移动节点的润滑:X,Y,Z轴的导轨,Z轴螺杆和塑料挤出机。交付包包括两种类型的润滑剂:用于塑料喷嘴和导向轴。建议至少对打印机的机械部件进行润滑每六个月一次。
要查找硬件版本,请按“维护”>“关于打印机”
要查找软件版本,请按“维护”>“关于打印机”
可以下载最新的Composer软件 here.
要更新打印机软件,您可以使用Anisorint Aura。安装并启动Aura。
如果您第一次将Composer连接到您的电脑,则可能需要安装USB驱动程序。要安装驱动程序,请解压缩存档并运行dpinst-amd64.exe(如果您有64位操作系统)或dpinst-x86.exe(如果你有32位操作系统。)。
通过USB电缆将打印机连接到电脑。在Aura主菜单中,打开“工具”>“Composer软件更新”。
Aura中的Composer软件更新工具
在Composer软件更新工具中:
1.在端口列表中,选择Composer的COM端口。如果您是第一次将Composer连接到您的电脑,它通常是最后一次连接。如果列表为空,或者您无法使用任何列出的端口连接到打印机,请确保您已经安装了上述SUB驱动程序。
2.单击路径字段附近的“…”按钮,然后选择Composer固件文件。
3.按下上传按钮。
4.等待,直到包括最后一个“成功”按钮在内的所有行变为绿色。
Note
在软件更新过程中,请勿断开或关闭打印机。

 当前位置 :
当前位置 :