

服务支持
技术开发者提供在线培训,从开箱到设计,助力您成为复合材料的应用专家

服务支持
技术开发者提供在线培训,从开箱到设计,助力您成为复合材料的应用专家
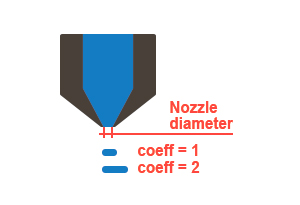
塑料螺纹的细丝直径以横截面为单位进行测量。通常为1.75毫米或3毫米。你可以在塑料丝的包装上找到这个值。

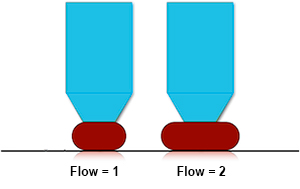
流量乘数是塑料挤出的一个校正因子。如果所有零件都有欠拉伸或过拉伸,则更改此参数。
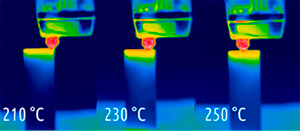
挤出机温度是塑料熔化以从喷嘴挤出的温度。你可以在塑料丝包装上找到合适的温度范围。
备用挤出机温度是它将处于非活动状态(另一个挤出机处于活动状态,即正在打印)的挤出机温度。它应该尽可能接近印刷温度,以便更快地加热和开始印刷,但要足够低,以防止塑料在重力作用下从挤出机中自由流出。
构建板温度是构建板在除了打印第一层之外的所有打印过程中的恒定温度。将该值设置得足够高,这样零件就不会分离,边也不会弯曲。
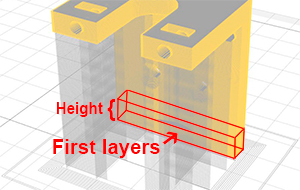
第一层温度高度是挤出机和工作台具有特殊加热规则的高度。
第一层上的挤出机温度是仅在第一层上保持恒定的挤出机打印温度——低于设置中定义的高度。
第一层上的构建板温度是表的温度,仅在低于设置中定义的高度的第一层上保持恒定。它应该足够高,可以让零件立即牢固地粘在桌子上。
启用打印冷却是冷却挤出机的风扇打开/关闭的标志。为了获得最佳效果,请打开任何打印的冷却功能。

常规风扇速度是除打印第一层外的所有打印过程中用于冷却的风扇速度。以百分比表示。选择足够高的高度以保持零件几何形状不受干扰,但不要太高,因为层本身开始失去良好的附着力。
最大风扇速度是当图层时间小于最小图层打印时间(在设置中指定)时使用的冷却风扇速度。以百分比表示。选择最大速度以避免形状融合和几何变形。

第一层风扇速度高度是冷却规则特殊的高度。选择一个最小但足够的高度,使零件牢固地粘在床上,并且零件的几何形状不会因床加热而失去其几何形状。
选择足够低的风扇速度,以更好地粘附在床上,并防止由于床加热而导致的几何形状变化。
回缩长度是进料机中塑料反向移动的长度。选择足够长的长度来停止挤压机室中塑料的压力。请记住,在缩回过程中,挤出机保持静止,因此缩回时间越长,它不移动的时间就越长,这可能导致挤出机熔化零件,并导致流动塑料泄漏。
换刀时的回缩长度是进料器中塑料反向移动的长度。选择最大长度,考虑到塑料在很长一段时间内不会被送入该工具,并且有必要防止塑料因重力而泄漏
收回最小行程是收回前的足够行程长度。在短行程的情况下,由于塑料没有足够的时间不受控制地溢出,因此没有必要停止缩回。将此值选择为最大值,但要小心塑料泄漏。
额外的未收回长度是收回长度的附加值。在恢复打印时,如果部分塑料从挤出机中溢出,则喷嘴中的塑料体积将小于行进前的体积。如果注意到这种塑料(特别是流式塑料)在打印开始时有一个挤出不足转移到正常挤出,应该将此参数设置为不为空。

缩回速度是塑料在进料器中反向移动的速度。为快速打印重新启动选择最大值,但有些进纸器无法处理快速进纸速度。
脱模速度是塑料在进料器中直接移动的速度。为快速打印重新启动选择最大值,但有些进纸器无法处理快速进纸速度。
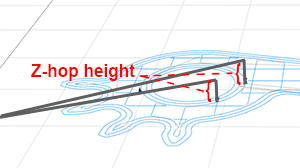
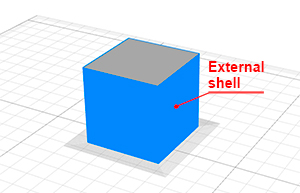
Z-hop高度是在打印区域之间移动时挤出机的提升高度。为快速打印过程选择最小值,但足以防止零件边缘碰撞,从而在零件外壳上留下珠子。Z-hop可能会导致字符串的形成,然而,通常移除字符串比移除珠子更容易。
海岸长度
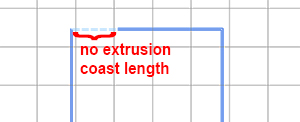
海岸长度是没有塑料挤出印刷的最后一个多边形段的长度。在这片区域,塑料只能靠重力排出。选择足够的长度,以防止自由塑料溢出后收回,但要注意挤压不足
擦嘴长度
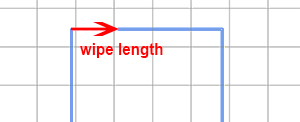
擦嘴长度是打印头反向运动的长度。打印头在缩回后反向移动,并在已经打印的线条上擦拭溢出的塑料。选择足够的长度,以阻止自由塑料溢出后收回。

纤维直径是指按截面测量的纤维螺纹的平均直径。对于Anisoprint CCF-1.5k,该值为0.34mm。
塑料流动倍增器是在复合挤出机中挤出塑料的数量成倍增加的一个因数。如果所有的复合多边形都挤压不足或挤压过度,请更改此参数。

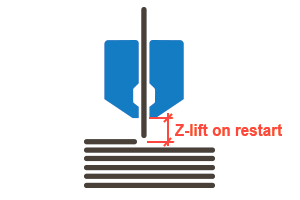
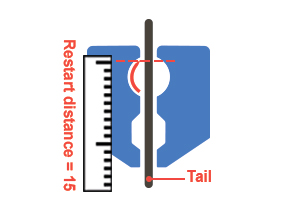
重新启动时的Z-lift是复合材料挤出机上升到伸出纤维尾部并开始打印复合材料多边形的高度。
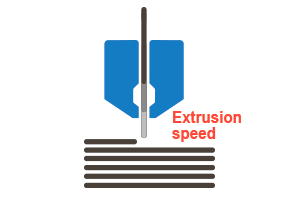
纤维挤压速度是指纤维尾部挤压的速度。
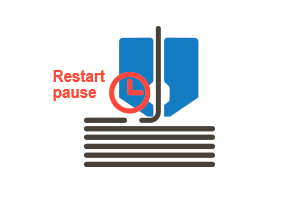
重新启动暂停是复合多边形打印开始前的延迟。这是纤维尾部与底层之间良好粘附所必需的
完成熨烫距离是复合喷嘴在纤维多边形末端沿最后一段方向的行程长度。它发生在切断和完全退出纤维尾部后。这个动作是熨烫尾巴时所需要的,如果不这样做,尾巴就会变得蓬松

塑料收缩标志是复合材料印刷过程中塑料收缩标志。
线密度(tex = g/km)
线密度
线密度是以克为单位的1km纤维的质量
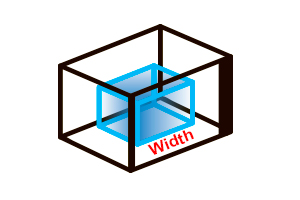
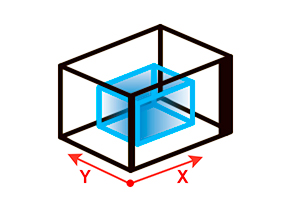
宽度是构建区域沿X轴的大小
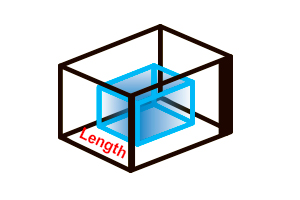
长度是构建区域沿Y轴的大小
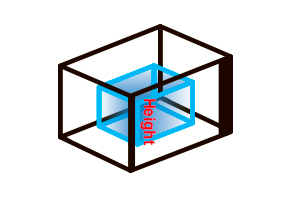
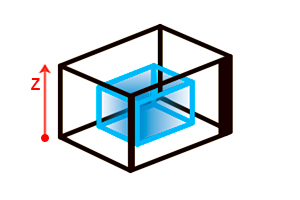
高度是沿Z轴的构建区域的大小
X/Y行程速度是打印头在没有挤压的情况下在XY平面上运动的线速度。
Z行程速度是打印头在没有挤压的情况下在Z方向运动的线速度。
启用加速控制是手动控制加速的标志。
外壳加速度是仅用于外壳打印的加速度。它对挤压的行程和运动有影响。
常规加速度是用于除外壳以外的所有打印区域的加速度。它对行程和挤压运动有影响。
启用抖动控制是手动控制抖动的标志
外壳抖动是只用于外壳印刷的抖动值。它对行程和移动没有挤压有影响。
常规抖动是用于除外壳以外的所有打印区域的抖动。它对挤出的行程和移动有影响
已加热工作台标志是指示打印机是否具有可加热工作台的标志。
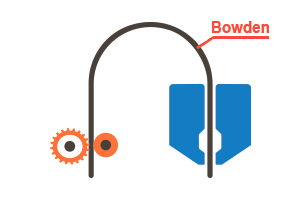
额外退刀长度是进料器中塑料反向运动的额外长度,该长度将添加到用过塑料的退刀长度值中。如果您的打印机有用于塑料进料的波登管,请使用此参数,因为在这种情况下可能会出现缩回惯性。
换刀时的 Z 轴升降是打印头因换刀而升起的高度

开始 G 代码是在打印过程开始时执行的代码。
结束 G 代码是在打印过程结束时执行的代码
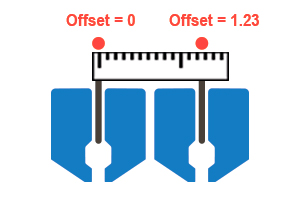
X偏移量是挤出机相对于打印头上基点的X偏移量。如果您的打印机只有一台挤出机,则将此参数设置为零。如果打印机固件本身没有设置偏移量,那么你应该设置其他挤出机相对于基础挤出机的偏移量(通常是第一个)。在这种情况下,您应该将此基础挤出机的偏移量设置为零。
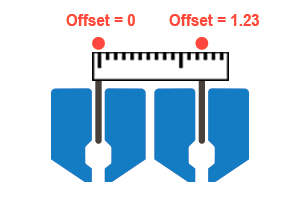
Y偏移量是挤出机相对于打印头上基点的Y偏移量。如果您的打印机只有一台挤出机,则将此参数设置为零。如果打印机固件本身没有设置偏移量,那么你应该设置其他挤出机相对于基础挤出机的偏移量(通常是第一个)。在这种情况下,您应该将此基础挤出机的偏移量设置为零。
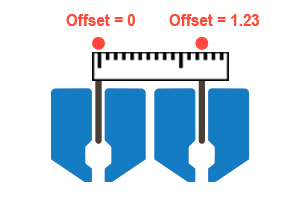
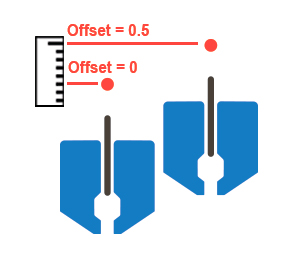
Z偏移量是挤出机相对于打印头上基点的Z偏移量。如果您的打印机只有一台挤出机,则将此参数设置为零。如果打印机固件本身没有设置偏移量,那么你应该设置其他挤出机相对于基础挤出机的偏移量(通常是第一个)。在这种情况下,您应该将此基础挤出机的偏移量设置为零。

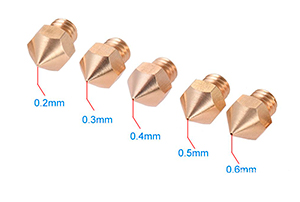
喷嘴直径是喷嘴出口孔的直径。
有冷却风扇标志是指示挤出机有喷嘴冷却风扇的标志。

冷却风扇指数是该冷却风扇在打印机固件中的编号。
X偏移量是挤出机相对于打印头上基点的X偏移量。如果您的打印机只有一台挤出机,则将此参数设置为零。如果打印机固件本身没有设置偏移量,那么你应该设置其他挤出机相对于基础挤出机的偏移量(通常是第一个)。在这种情况下,您应该将此基础挤出机的偏移量设置为零。

Y偏移量是挤出机相对于打印头上基点的Y偏移量。如果您的打印机只有一台挤出机,则将此参数设置为零。如果打印机固件本身没有设置偏移量,那么你应该设置其他挤出机相对于基础挤出机的偏移量(通常是第一个)。在这种情况下,您应该将此基础挤出机的偏移量设置为零。
Z偏移量是挤出机相对于打印头上基点的Z偏移量。如果您的打印机只有一台挤出机,则将此参数设置为零。如果打印机固件本身没有设置偏移量,那么你应该设置其他挤出机相对于基础挤出机的偏移量(通常是第一个)。在这种情况下,您应该将此基础挤出机的偏移量设置为零。
切割距离是从切割点到喷嘴出口孔的距离。此值只能由打印机制造商设置。

纤维重启长度为光纤重启时挤出的长度。这是纤维尾部脱离喷嘴的必要条件。该参数应大于或等于切割距离。对于Anisoprint Composer打印器,此参数大于1-2mm的切割距离。
切割的g码是驱动纤维切割的代码。此值只能由打印机制造商设置。
有冷却风扇标志是指示挤出机有喷嘴冷却风扇的标志。

冷却风扇指数是该冷却风扇在打印机固件中的编号。
使用纤维标志是表示部件可以用纤维加固的标志。
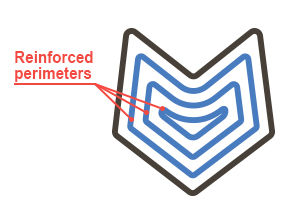
生成增强周长标志是指示Aura将为打印部件生成增强周长的标志。
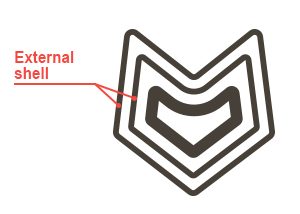
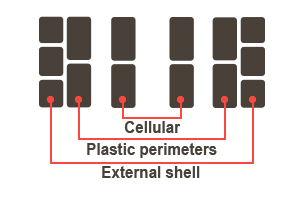
外壳周长是构建塑料外壳的周长数,是最精确的一种。
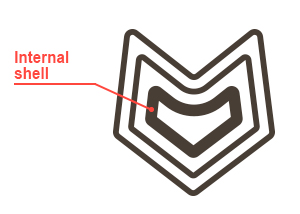
塑料周长数是构建塑料内壳的周长数。它提供了零件表面的坚固性。
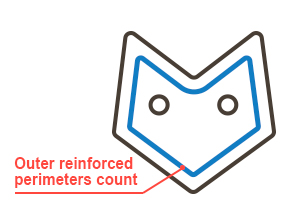
外加固周长数是用来加固零件外表面(不是孔)的周长数。
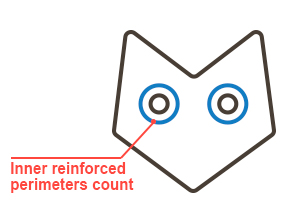
内加固周长数是用来加固零件内孔(不是表面)的周长数。
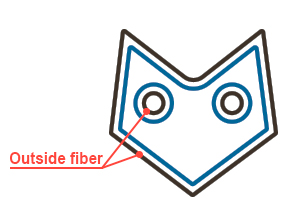
纤维外塑料周长数是指外壳与纤维周长之间的周长数。
纤维内部的塑料周长数是纤维与细胞填充物之间的周长数。

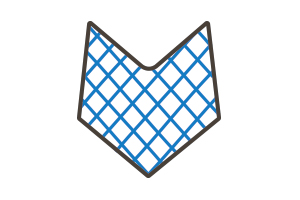
填充密度百分比是指壳体内部填充空间的百分比。
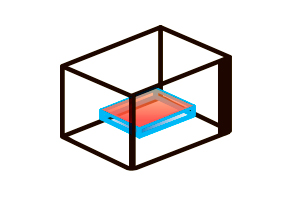
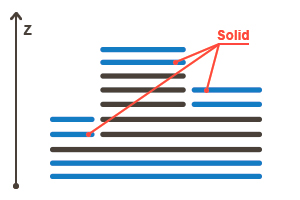
顶部/底部固体层数是生成固体填充的层数。固体填充物将产生在特殊的点-层与外部环境接触的地方。
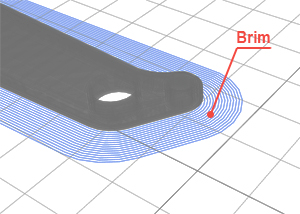
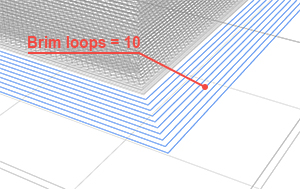
生成边缘标志是指示Aura将为部件生成边缘的标志。边缘是第一层上零件的延伸轮廓。在印刷过程中,使用边缘防止零件从工作台表面粘附。
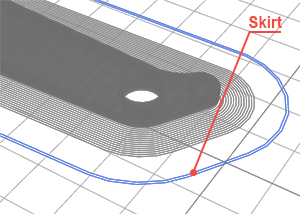
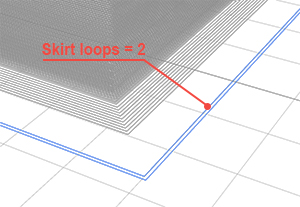
生成边缘轮廓是指示Aura将为部件生成边缘轮廓的标志。边缘轮廓是第一层上零件的延伸轮廓。主印前用裙边稳定挤出机内的塑料流动。
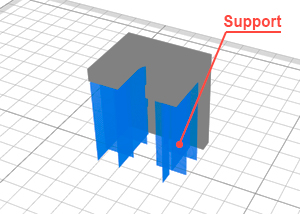
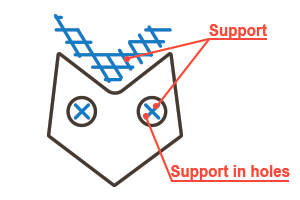
生成支撑标志是指示Aura将为部件生成支持的标志。支撑是用来防止悬垂部件掉落的。
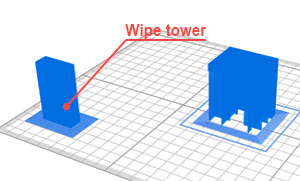
生成擦除塔标志是指示Aura将为部件生成擦除塔的标志。擦除塔是与主要部件同时打印的服务部件。擦拭塔用于更换工具时清洗喷嘴。
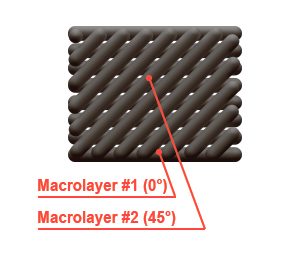
宏层高度是包含微层的层包的高度。微层是包含一个或多个具有相同高度的打印实体的层。宏观层包含微层,其结构由微层高度定义。例如,宏层高度= 0.6mm,外壳高度= 0.2mm,塑料周长高度= 0.3mm,纤维层高度始终等于宏层高度,现在为0.6mm。相应地,在这个宏观层中我们有4个微层。首先在0.2mm上,它只有外壳用于打印。第二在0.3毫米,它只有塑料周长。第三在0.4毫米,它只有外壳。最后一个是0.6mm,它有外壳,塑料周长和纤维周长。
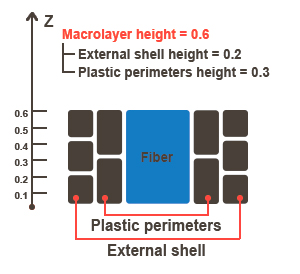
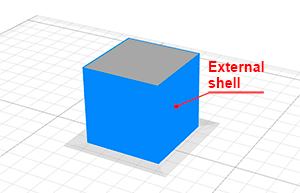
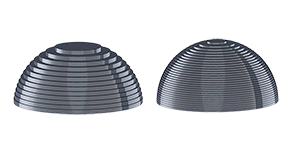
外壳高度是构成零件外壳的薄塑料层的高度。外壳越薄,零件看起来越精密、准确。
塑料周长层高度是指厚塑料外壳的高度。尽量设置此值以加快打印过程。厚的塑料周长使零件更坚固。因为塑料的周长是不可见的,所以它们可以被印得比外壳更厚,以加快印刷过程。
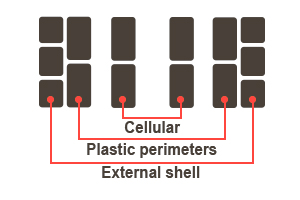
填充层高度是包含蜂窝填充的层的高度。蜂窝填充物在塑料周长内,并在部分留下空白空间。
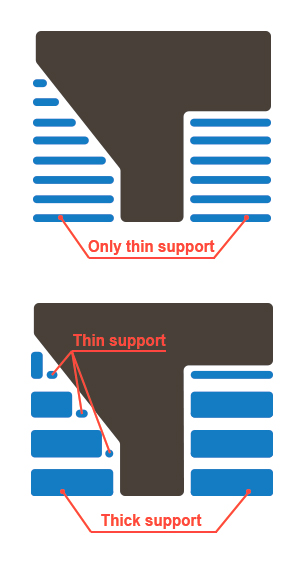
厚支撑层高度是包含厚支撑的层的高度。厚支撑由薄支撑层的交点计算。设置较厚的支撑层高度尽可能大,以加快打印过程。
薄支撑层高度是包含薄支撑的层的高度。在不能转化为厚支撑的区域产生薄支撑。
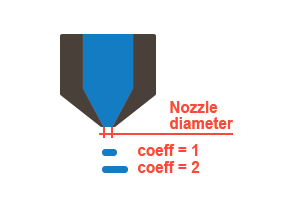
第一层挤压宽度系数是挤压宽度的乘法系数。它会影响第一层所有实体的挤出宽度,从而影响塑料量。
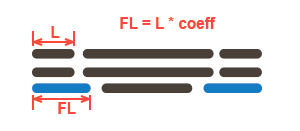
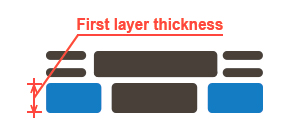
第一层高度是第一层的高度。将此参数设置得比其他微层稍大一点,以补偿表的起伏。第一层不具有宏层的微层结构,也不像其他微层那样构成任何宏层。
第一层打印速度是第一层所有实体的打印速度。您可能希望在其他层上将此值设置得比平均速度慢一点,以提高部件和表之间的附着力。
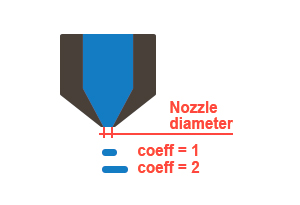
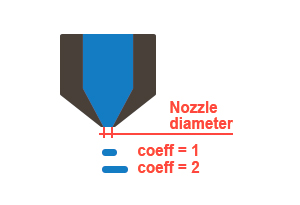
挤出宽度系数是喷嘴直径的乘法系数。即挤出宽度=喷嘴直径*系数。
打印速度是用于外壳打印的速度。将此参数设置为足以提高零件表面质量的最小值。打印速度越慢,零件上获得垂直振动的机会越低。
挤出宽度系数是喷嘴直径的乘积系数。即挤出宽度=喷嘴直径*系数。
打印速度是将应用于塑料周边打印的速度。将此参数设置得尽可能高,以加快打印过程。
挤出宽度是复合材料(塑料+纤维)的宽度。

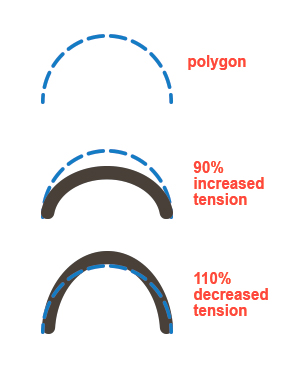
纤维进给率是预设路径长度的百分比。减小此参数以增加纤维张力,增大此参数以降低纤维张力。
打印速度系数是将应用于纤维打印速度的倍增因子。
纤维数以上的固体塑料层数是将产生固体填充的宏观层数。这个参数不用于纤维下面的固体塑料层,所以你可能只想用它来覆盖上面的纤维多边形。
纤维数以下的固体塑料层数是将产生固体填充的宏观层数。它需要防止纤维通过细胞填充物脱落。

挤出宽度系数是喷嘴直径的乘法系数。即挤出宽度=喷嘴直径*系数。
打印速度是用于塑料填充印刷的速度。将此参数设置得越高越好,以加快打印过程。
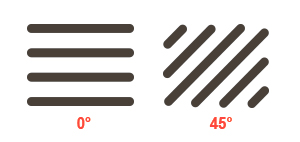
填充起始角为填充旋转起始角。
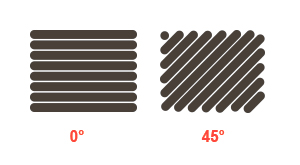
填充角度偏移量是添加到每个图层上的当前填充旋转角度的偏移角。例如,如果填充角度偏移为 10°,则第一个宏观图层的角度为 0°,第二个宏观图层的角度为 10°,第三个宏观图层的角度为 20°,依此类推。
挤出宽度系数是喷嘴直径的乘积系数。即挤出宽度=喷嘴直径*系数。

打印速度是将应用于塑料填充打印的速度。将此参数设置得尽可能高,以加快打印过程。
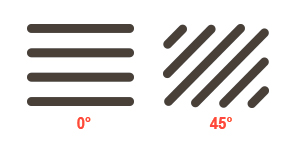
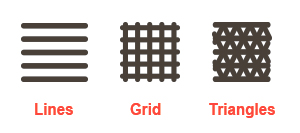
填充图案。您可以根据自己的喜好从三种图案中进行选择:线条、网格或三角形。

填充起始角度是填充旋转的角度。
挤出宽度系数是喷嘴直径的乘积系数。即挤出宽度=喷嘴直径*系数。
循环数量是零件周围的边缘循环数。环数越多,零件与工作台之间的附着力越强。
与零件的距离是裙边与零件之间的距离。

边缘轮廓循环计数是零件周围的边缘环数。选择足够的数量,以便在打印边缘结束时稳定塑料流动。
在孔中生成支撑是指示支座不仅在零件外侧,而且在孔中也会产生支撑的标志。
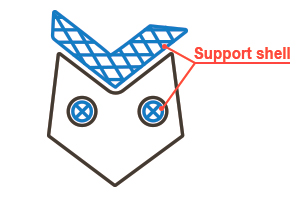
生成用于支撑的外壳是一个标志,它表示将为支撑生成外部外壳。
制造气隙标志是指示在支撑物上和/或支撑物下将产生气隙的标志。
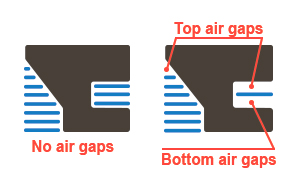
顶部气隙薄层数是指支架顶部与部件底部之间的层数。选择一个支撑容易从一个部分撕裂的值,并且支撑区域不会因为与支撑的距离大而下降。
底部气隙薄层数是指支架底部与部件顶部之间的层数。选择一个支架容易从零件上撕下的值,并且支架不会因为与零件的距离大而掉落。
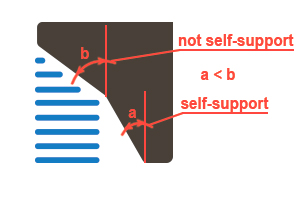
悬垂部分不需要支撑的最大未支承悬垂角。如果角度大于未支撑的角度,则将生成支撑。这个角度是关于垂直轴的。
填充密度百分比是支架内部填充空间的百分比
填充模式。你可以从三种图案中选择:线条、网格或三角形,这取决于你的喜好。
填充角是填充旋转的角度。
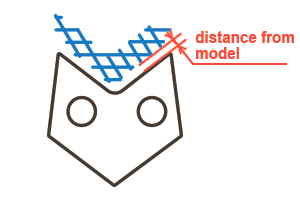
距离模型的水平X/Y距离是部件到支撑的偏移量。选择与支撑无融合的部件。
避免越过边界标志是表示边界越过最小化模式处于on的标志。这意味着如果有可能从一个打印区域到另一个打印区域而不跨越边界,那么将选择该路径而不是跨越边界的直接路径。这种模式增加了打印时间,但提高了外表面质量。
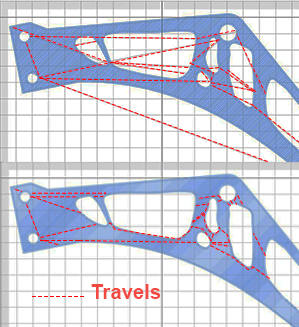
仅当越过边界时才收回是标志,表示只有越过边界的行程才会在它们之前收回。 选择该模式以加快打印过程。 在行程中从喷嘴流出的塑料将全部位于零件内部,因此不可见。 如果您想在所有行程之前缩回,您应该取消选中此标志。
更换层时缩回是标志,表示即使在更换层期间没有 XY 移动,塑料也会在更换层时缩回。
缩回时执行 z-hop 标志是在行程缩回时打开/关闭喷嘴 z-hop 模式的标志。选择此模式可以提高外壳表面质量,但请记住,它会略微减慢打印过程。此外,它可能会在打印区域之间产生绳子,但通常比塑料液滴更容易去除它们。
缩回前的 do coast 是标志,表示塑料多边形最终将具有干燥(无塑料进料)段。
“擦拭喷嘴”标志是指示塑料多边形在完整多边形打印结束后将发生反向移动的标志。
填充到周长的延伸是填充渗透周长的长度。选择提供填充融合和周长的长度。

当此参数为 0 时,塑性多边形完全闭合。当此参数为 1 时,塑性多边形的空隙等于拉伸宽度。如果您看到多边形接缝上的塑料过度挤压,请选择不同于 0 的值。
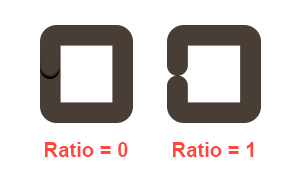
当此参数为 0 时,塑性多边形完全闭合。当此参数为 1 时,塑性多边形的空隙等于拉伸宽度。如果您看到多边形接缝上的塑料过度挤压,请选择不同于 0 的值。

 当前位置 :
当前位置 :